Tool and machine tool are interdependent relationship, there is no tool tool is not complete. The machine tool is the tool processing work piece carrier. The basic requirement of tool use is not only to match the base of installation, but also to match the workpiece to be processed. Shape matching and size matching are the basic conditions for the tool to be installed on the machine tool. But this is only the most basic part of the machine tool installation tool is to use the tool to complete specific processing tasks. The matching between the cutter and the workpiece processed contains many contents. The tool tip is an important part of the tool, is the tool and the workpiece contact the most commonly used point, but also the most important point. The cutting performance of the tool tip is affected by three factors, that is, the matrix material characteristics, the surface shape of the tool tip and the geometric shape of the tool tip. The degree of cooperation among the three determines the interaction between them, and thus determines the performance of the tip. The matrix material bears most of the cutting force and heat during the machining process. Nowadays, matrix materials are divided into many types, among which cemented carbide is the most frequently used one. Take tungsten-base cemented carbides as an example. In tungsten-cobalt cemented carbides, the higher the cobalt content in the matrix, the stronger the impact resistance will be. And the harder the matrix contains tungsten carbide, the higher the hardness. It is because of the characteristics of the matrix material in the processing, if the impact is small, can choose the matrix material containing less cobalt carbide tool, the tool will have good wear resistance. If the impact is larger, the matrix material can be used to contain higher cobalt content of cemented carbide tool, the tool hardness is high, can effectively prevent the process of breaking the state of the tool.
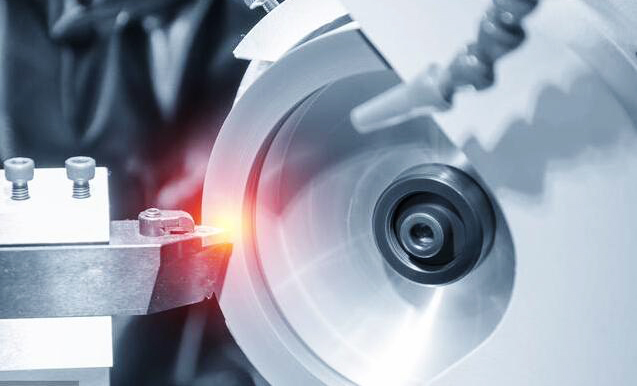
Basic requirements for the use of the tool



