What is a deep hole?
In most cases, L/d is greater than or equal to 100.
Such as cylinder bore, shaft axial oil hole, hollow main shaft hole and hydraulic valve hole and so on. Some of these holes require high machining accuracy and surface quality, and some of the processed materials have poor machinability.
As we all know, for burnishing large diameter and deep hole, there are some difficulties in following:
- If the cutter body is long, also there is high requirement for radial runout of clamping tool.
- For cooling system, there is an inner-cooling device in the tool, so there are high requirements for equipment.
- High requirement for equipment rigidity
- Chip removal difficult
Problems that should be paid attention to when roller burnishing tool is used for deep hole processing.
Process dosage during rolling: Vc=20 ~ 100m/min, f=0.2 ~ 0.5mm/r, and rolling surplus is 0.05 ~ 0.15mm. Lubricant is mechanical oil.
Pay attention to the problem: the workpiece must be cleaned before rolling; Interference should be flexibly mastered, that is, the workpiece material has high hardness, thin wall, low original surface roughness, and its interference is smaller. The opposite is bigger.
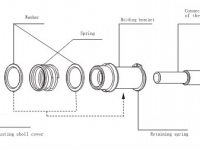
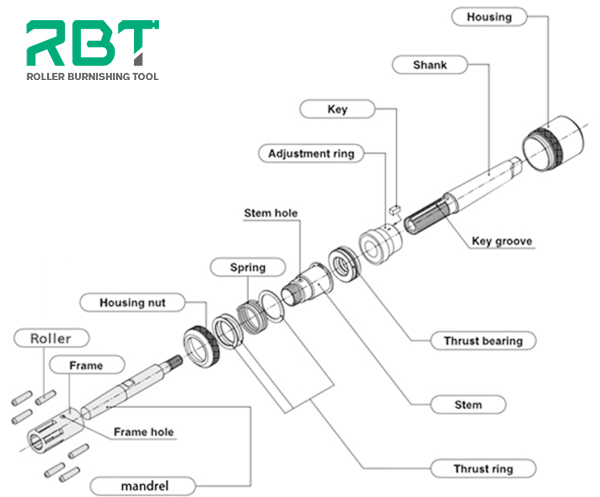
Above all, RBT recommend deep hole blind hole roller burnishing tool, which the picture of real product in following:

RBT deep metal blind hole roller burnishing tool