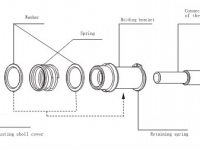
Roller burnishing tool has a variety of structures. When using this tool for workpieces required by certain surface plastic deformation processes, a specific tool is required.
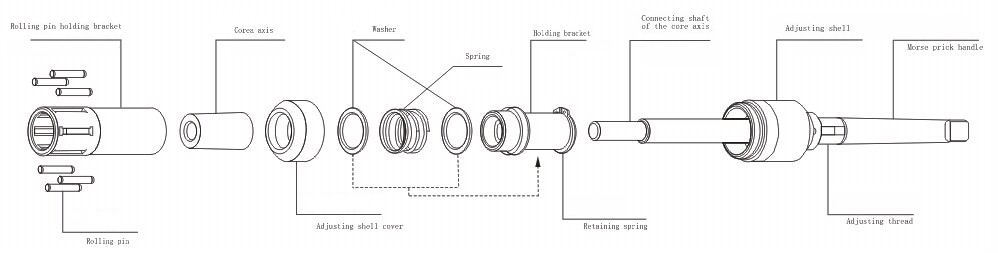
For example, roller burnishing tools for processing hydraulic cylinder and cylinder hole should meet the following requirements:
- For processing workpieces with 2-4 precision, the surface finish of the hole should be 9 ~ 10;
- Rolling parts and supporting parts shall have high mechanical strength and hardness (H R C= 58);
- The roller burnishing tool can be kept stable after adjusting the tool according to the diameter of the workpiece;
- The workpiece can be returned freely after the completion of the workpiece processing, the workpiece with a length of 50-10mm after the trial processing also can be returned freely;
- Simple structure, good technology, and easy to replace roller burnishing tool’s parts (rollers and support cones).